Heat Insertion v Self-Tapping Thread Inserts – which is best for my application?
One of the questions to consider when designing or manufacturing a product is which type of thread insert to use.
The Tappex range of products allow for a variety of installation methods including mould-in, cold-press, self-tapping, heat or ultrasonic installation.
This choice can sometimes be dictated by the parent material and Tappex are always happy to advise, which would be most suitable for your unique application.
The two most cost-effective and commonly used post-mould installation methods are heat insertion and self-tapping and this is the focus of this blog post.
When choosing your installation method/type. There are a number of considerations, but here are just a few…
- Do you/or your chosen contractor have installation equipment?
- What are the performance requirements?
- What is the parent material?
- What material does the insert need to be?
- Are there any environmental considerations?
- What are the volumes of inserts to install?
- Are there a number of insert/thread sizes in the moulding?
- Are all of the inserts on the same plane/same height?
Tappex Heat Inserter

An excellent product for installing relatively low volumes of inserts (1,000’s), into thermoplastics. The machine offers very high accuracy and repeatability of insert installation height, but if the inserts are at different heights in the moulding, this can make the process of installation more difficult, or require additional jigs and fixtures to accommodate. If there is more than one thread size used in the moulding, it is likely that a second machine may be required (or at least a secondary operation).
Tappex Flexi-arm system
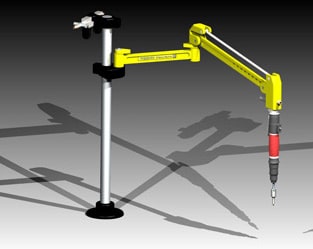
This tool provides a a quick, efficient and repeatable installation method. The Flexi-arm doesn’t have the height restraints that the heat insertion machine has and as a modular system, it’s possible to add a second and third arm to cater for alternate thread sizes or additional volume requirements.
Whilst in some applications heat insertion of inserts may be advisable, some of our customers have found that there is a very good case for embracing the versatility and speed of self-tapping type thread inserts.
The example below shows a typical injection moulded product/application…
Customer A has a moulding with 10 inserts to install and produces 10K mouldings per year…
Heat insertion…
Allowing 15 seconds per insert and working 8 hour shifts, it would take an operator 5.2 working days to install all 100,000 inserts.
(Approx 15 secs per insert x 10k mouldings = 150,000 seconds. 150,000/60 = 2,500 mins/60 = 41.6 hours/8 = 5.2 days total.)
Self-Tapping…
Allowing 5 seconds per insert and working 8 hour shifts, it would take an operator 1.75 working days to install all 100,000 inserts.
(Approx 5 secs per insert x 10k mouldings = 50,000 seconds. 50,000/60 = 833 mins/60 = 14 hours/8 = 1.75 days total.)
The difference in installation time being 3.45 working days or 27.6 hours. At the National living wage (outside London) of £8.75 per hour, this equates to an efficiency saving of £241.50. On just one application!
What this calculation doesn’t include is the value of the operator during the 3.45 days that have been saved.
(The above timings will be application specific and are offered as a guide only).
When you consider the possible productivity improvements and cost savings, along with the possibility (in some applications) of greater rotational and pull-out performance, the benefits of using self-tapping inserts, in conjunction with the Tappex Flexi-arm become clearer.